
ISO 22553-1- Vopsele și lacuri acoperiri electrodepuse – Parte 1: Vocabular
introducere
ISO (Organizația Internațională pentru Standardizare) este o federație globală a organismelor naționale de standardizare (organismele membre ISO). Elaborarea standardelor internaționale se realizează de obicei prin intermediul comitetelor tehnice ISO. Fiecare grup membru interesat de un subiect pentru care a fost înființat un comitet tehnic are dreptul de a fi reprezentat în comitet. Organizatii internationale, guvernele și organizațiile neguvernamentale în contact cu ISO sunt, de asemenea, implicate în această activitate. ISO lucrează îndeaproape cu Comisia Electrotehnică Internațională (IEC) în toate problemele de standardizare electrică.
Parte 1 din Directiva ISO/IEC descrie procedurile utilizate pentru elaborarea acestui document și pentru întreținerea ulterioară. În special, ar trebui să se acorde atenție diferitelor criterii de aprobare necesare pentru diferitele tipuri de documente ISO. Acest document a fost elaborat în conformitate cu regulile editoriale ale Directivei ISO/IEC partea 2 (vezi iso.org/directives).
Vă rugăm să rețineți că unele elemente ale acestui document pot face obiectul drepturilor de brevet. ISO nu este responsabil pentru identificarea unuia sau a tuturor acestor brevete. Details of any patent rights identified during the development of the document will be found in the introduction and/or list of ISO Patent declarations received (vezi iso.org/patents).
Orice nume comerciale utilizate în acest document sunt furnizate ca informații pentru confortul utilizatorului și nu constituie o aprobare.
ISO 22553-1- Vopsele și lacuri acoperiri electrodepuse – Parte 1: Vocabular
Interpretare voluntară, related standards and conformity assessment related ISO specific terminology and express the meaning of and the ISO in the technical barriers to trade (TBT) adhere to the principle of the world trade organization (WTO) information, please see the iso.org/iso/foreword.html.
This document was prepared by Technical Committee ISO/TC 35, Vopsele și Lacuri, Subcomisia SC 9, Metode comune de testare pentru vopsele și lacuri.
O listă cu toate părțile din ISO 22553 seria poate fi găsită pe site-ul ISO.
Any feedback or questions on this document should be referred to the user’s national standards body. A complete list of these institutions can be found at iso.org/members.html.
introduce
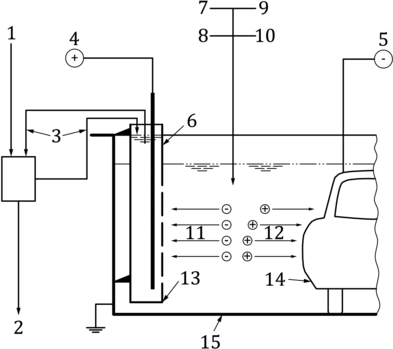
In the electrodeposition coating process, the non-volatile substances in the water-dilutive electrodeposition coating are deposited on the workpiece by the electrophoretic process. During this process, the internal and external areas of the workpiece, including all cavities, are touched. Cathode deposition or anode deposition is distinguished according to whether the workpiece is used as cathode or anode. The cathodic electrodeposition coating process is commonly used (Vezi figura 1).
Figure 1 – Example of the deposition process during cathodic electrodeposition coating
ISO 22553-1- Vopsele și lacuri acoperiri electrodepuse – Parte 1: Vocabular
Cheie
| 1individual | Apa de dedurizare | 9 | solvent |
| 2individual | Epurare a apelor uzate | 10 | Apa dedurizata |
| 3individual | Ciclul fluidului anodic | 11 | acid |
| 4individual | Anod | 12 | Acoperire prin electrodepunere |
| 5individual | Catod | 13 | Membrană ion selectivă |
| 6individual | Cutie cu anod | 14 | corp |
| 7 | Liant | 15 | Celula de electroforeza catodica |
| 8individual | pigment |
Prin combinarea de adezivi, pigmenți și procese de depunere, întărirea creează un strat foarte rezistent la coroziune pe piesa de prelucrat, care contribuie semnificativ la protecția împotriva coroziunii atât în zonele interne cât și în cele externe.
Proprietățile electrice ale materialului sunt de asemenea importante pentru consumul de energie electrică (densitatea de încărcare în vrac) a procesului.
Since the electrophoretic paint is jointly responsible for the overall appearance of the coating system, it is often emphasized that the coating works well and has no visible defects.
Prin urmare, for extensive corrosion protection and sealing of the workpiece, additional joint sealing materials, adhesives or foams are recommended.
Inside the electrophoresis tank, bacterial contamination may be present due to the material being dragged in and the physical conditions (căldură, water-based media, carbon sources, etc.).
This document specifies the terms and definitions of electrodeposited coatings. The subsequent part of the ISO 22553 series specifies methods of characterization and testing of electrodeposited coatings. An overview of the test methods is given in Annex A.
ISO 22553-1- Vopsele și lacuri acoperiri electrodepuse – Parte 1: Vocabular
1 Scopul aplicatiei
This document defines the terms for electrodeposited coatings.
Este potrivit pentru acoperiri cu electrodepunere în industria auto și alte aplicații industriale generale, cum ar fi chillerul, bunuri de consum, calorifere, aerospațială, agricultură.
2 Documente normative de referință
Nu există referințe normative în acest document.
3 Termeni și definiții
3.1 Densitatea volumului de sarcină ρ
Coeficientul de sarcină Q și volum V, așa cum se arată în formulă:
Vopsele și lacuri – acoperiri electrodepuse – Parte 1: Diagrama glosarului 2
Notă 1: Densitatea de sarcină în volum este exprimată în coulombs pe metru cub (Cm 3).
Nota articolului 2:1 Cm 3 = 1 A⋅s/m 3.
3.2 Tensiunea de depunere u
Tensiunea este reglată pe dispozitivul corespunzător pentru a depune un material de acoperire electrodepus (3.9) printr-o metodă anodică sau catodică, având o grosime de peliculă specificată pentru materialul de acoperire
Notă 1: Tensiunea de depunere se măsoară în volți (V).
3.3 Timpul de depunere
Timpul necesar pentru a obține grosimea dorită a filmului
3.4 Procesul de acoperire prin electrodepunere a anodului
Proces de electroforeză anodică
A variant of an electrodeposited coating in which the coated components are connected as an anode and the reverse electrode is connected as a cathode
3.5 Pigment content, determined by ashing
Mass fraction of residue after ashing of the product under specified conditions
Notă 1: It includes inorganic pigments, umpluturi, and other solid components of the product that do not evaporate under test conditions, but their state may change.
3.6 Baking Process
The final drying and chemical crosslinking process of the applied paint film is initiated by heating
ISO 22553-1- Vopsele și lacuri acoperiri electrodepuse – Parte 1: Vocabular
3.7 Pierdere la coacere
Volatiles released under standard baking conditions
Notă 1: Baking loss includes reaction loss.
3.8 Entry Tags
Visible defects that occur during the immersion of the panel under voltage, usually in the form of streaks parallel to the bath surface on the object to be painted
Exemplu:
Semne hash (Vezi figura 5), găuri (Vezi figura 4), mapări (Vezi figura 3).
3.9 Acoperiri electrodepuse
Acoperire electronică
Acoperiri pe bază de apă pentru acoperirea electroforetică
3.10 Timpul de depunere
Timpul în care tensiunea este aplicată între anod și catod în timpul procesului de acoperire
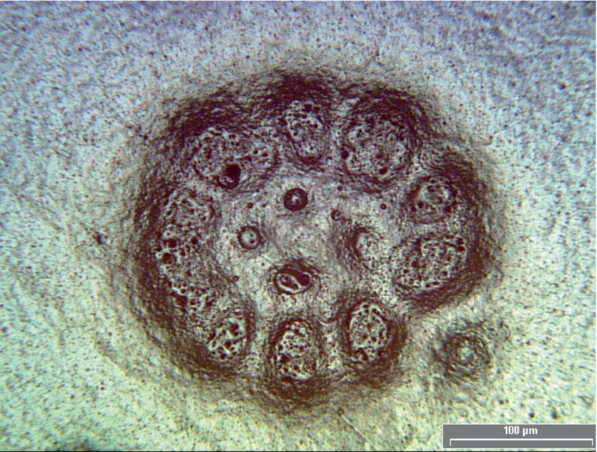
3.11 Flores
Cratere în formă de flori, format dintr-o combinație de cratere unice
Notă de intrare 1: Vezi figura 2 de exemplu.
Figure 2 – Flores’ exemplu
ISO 22553-1- Vopsele și lacuri acoperiri electrodepuse – Parte 1: Vocabular
3.12 Protecția marginilor
Capacitatea de a proteja marginile împotriva coroziunii
Nota articolului 1: Marginile pot fi produse prin găurire, lovirea cu pumnii, și tăierea.
3.13 Coroziunea marginilor
Coroziunea din cauza protecției inadecvate a marginilor (3.12)
Nota articolului 1: Marginile pot fi produse prin găurire, lovirea cu pumnii, și tăierea.
3.14 Procesul de acoperire prin electrodepunere catodă
Electroforeza catodica
A variant of an electrodeposited coating in which the coated parts are connected as a cathode and the reverse electrode is connected as an anode
ISO 22553-1- Vopsele și lacuri acoperiri electrodepuse – Parte 1: Vocabular
3.15 Bacteria count
Colony count
The number of colony forming units (CFU) to form a macroscopically countable colony
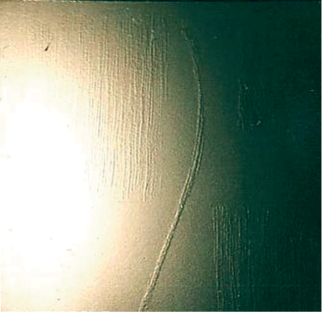
3.16 Mapping
Local differences in film thickness in electrodeposited films
Notă de intrare 1: Vezi figura 3 de exemplu.
Figure 3 – Mapping example
ISO 22553-1- Vopsele și lacuri acoperiri electrodepuse – Parte 1: Vocabular
3.17 Pinholes
The holes in the coating extend all the way to the substrate
Nota articolului 1: Pinholes are often mixed with craters.
Notă de intrare 2: Vezi figura 4 de exemplu.
Figure 4 – pinhole example

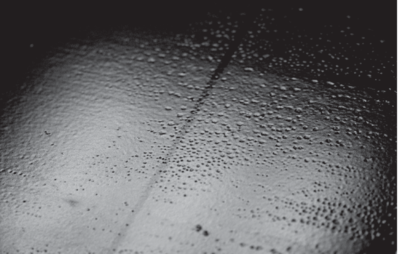
3.18 Hash tag
Hydrogen attached during the process causes characteristic depressions in the electrodeposited coating
Item Note 1: One characteristic of the pound sign is the direction of the horizontal line. În special, hash marks appear when the specimen is heavily impregnated.
Notă de intrare 2: Vezi figura 5 de exemplu. A distinct hash mark can be detected on the right side that has been moistened with softening water. On the left side of the department, there are significantly fewer hash marks.
ISO 22553-1- Vopsele și lacuri acoperiri electrodepuse – Parte 1: Vocabular
3.19 Stabilitate
Electrodeposited coatings are often exposed to the aging process, especially during extended downtime (holidays, downtime, etc.), ca:
– evaporation of water, solvents and neutralizers;
– Chemical changes in adhesives caused by air;
— bring in bacteria;
– Other reactions of the adhesive
3.20 Effort
The ability of the electrodeposited coating to penetrate the box section
3.21 Workpieces
Objects coated with material
ISO 22553-1- Vopsele și lacuri acoperiri electrodepuse – Parte 1: Vocabular
Exemplu:
Pipes, calorifere, vehicles, steel test plates, magnesium and aluminum alloys, pre-treated plastics.
3.22 Rupture voltage
Electrodeposition coatings deposit a potential that is no longer controllable, de exemplu, a significant change in film thickness, gas formation, or heat generation
Notă 1: The rupture voltage can only be determined experimentally by the voltage series.
Doar secțiunea de informații standard este publică. Pentru a vedea conținutul complet, trebuie să achiziționați standardul prin canalele oficiale.