
ISO 22553-1- Farby i lakiery, powłoki elektroosadzane – Część 1: Słownictwo
wstęp
ISO (Międzynarodowa Organizacja Normalizacyjna) jest globalną federacją krajowych organów normalizacyjnych (Organy członkowskie ISO). Opracowywanie norm międzynarodowych odbywa się zwykle za pośrednictwem komitetów technicznych ISO. Każda grupa członkowska zainteresowana tematem, dla którego powołano komitet techniczny, ma prawo być reprezentowana w komitecie. Organizacje międzynarodowe, w prace te zaangażowane są także rządy i organizacje pozarządowe mające kontakt z ISO. ISO ściśle współpracuje z Międzynarodową Komisją Elektrotechniczną (IEC) we wszystkich kwestiach normalizacji elektrycznej.
Część 1 dyrektywy ISO/IEC opisuje procedury stosowane przy opracowywaniu tego dokumentu i dalszej konserwacji. W szczególności, należy zwrócić uwagę na różne kryteria zatwierdzania wymagane dla różnych typów dokumentów ISO. Niniejszy dokument został sporządzony zgodnie z zasadami redakcyjnymi części Dyrektywy ISO/IEC 2 (zobacz iso.org/directives).
Należy pamiętać, że niektóre elementy tego dokumentu mogą być przedmiotem praw patentowych. ISO nie jest odpowiedzialna za identyfikację któregokolwiek lub wszystkich takich patentów. Szczegóły wszelkich praw patentowych zidentyfikowanych podczas opracowywania dokumentu można znaleźć we wstępie i/lub liście otrzymanych zgłoszeń patentowych ISO (zobacz iso.org/patents).
Wszelkie nazwy handlowe użyte w tym dokumencie służą celom informacyjnym dla wygody użytkownika i nie stanowią poparcia.
ISO 22553-1- Farby i lakiery, powłoki elektroosadzane – Część 1: Słownictwo
Dobrowolna interpretacja, powiązane normy i terminologia specyficzna ISO związana z oceną zgodności oraz wyrażają znaczenie ISO w barierach technicznych w handlu (Do ustalenia) przestrzegać zasad Światowej Organizacji Handlu (WTO) Informacja, please see the iso.org/iso/foreword.html.
This document was prepared by Technical Committee ISO/TC 35, Farby i lakiery, Podkomisja SC 9, Common Test Methods for paints and varnishes.
Lista wszystkich części w ISO 22553 można znaleźć na stronie internetowej ISO.
Any feedback or questions on this document should be referred to the user’s national standards body. A complete list of these institutions can be found at iso.org/members.html.
wprowadzić
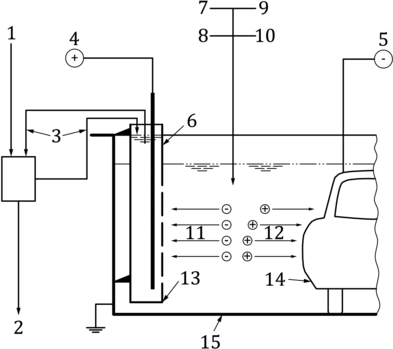
In the electrodeposition coating process, the non-volatile substances in the water-dilutive electrodeposition coating are deposited on the workpiece by the electrophoretic process. During this process, the internal and external areas of the workpiece, including all cavities, are touched. Cathode deposition or anode deposition is distinguished according to whether the workpiece is used as cathode or anode. The cathodic electrodeposition coating process is commonly used (patrz rysunek 1).
Postać 1 – Example of the deposition process during cathodic electrodeposition coating
ISO 22553-1- Farby i lakiery, powłoki elektroosadzane – Część 1: Słownictwo
Key
| 1个 | Softening water | 9 | solvent |
| 2个 | Wastewater treatment | 10 | Softened water |
| 3个 | Anodic fluid cycle | 11 | acid |
| 4个 | Anode | 12 | Electrodeposition coating |
| 5个 | Cathode | 13 | Ion selective membrane |
| 6个 | Anode box | 14 | ciało |
| 7 | Binder | 15 | Cathodic electrophoresis cell |
| 8个 | pigment |
Through the combination of adhesives, pigments and deposition processes, hardening creates a very corrosion-resistant coating on the workpiece, which contributes significantly to corrosion protection in both internal and external areas.
The electrical properties of the material are also important for the electrical energy consumption (bulk charge density) of the process.
Since the electrophoretic paint is jointly responsible for the overall appearance of the coating system, it is often emphasized that the coating works well and has no visible defects.
Dlatego, for extensive corrosion protection and sealing of the workpiece, additional joint sealing materials, adhesives or foams are recommended.
Inside the electrophoresis tank, bacterial contamination may be present due to the material being dragged in and the physical conditions (ciepło, water-based media, carbon sources, itp.).
This document specifies the terms and definitions of electrodeposited coatings. The subsequent part of the ISO 22553 series specifies methods of characterization and testing of electrodeposited coatings. An overview of the test methods is given in Annex A.
ISO 22553-1- Farby i lakiery, powłoki elektroosadzane – Część 1: Słownictwo
1 Szereg zastosowań
This document defines the terms for electrodeposited coatings.
Nadaje się do powłok elektroosadowych w przemyśle motoryzacyjnym i innych ogólnych zastosowaniach przemysłowych, takie jak chłodnica, dobra konsumpcyjne, grzejniki, lotniczy, rolnictwo.
2 Normatywne dokumenty referencyjne
W tym dokumencie nie ma żadnych odniesień normatywnych.
3 warunki i definicje
3.1 Volume charge density ρ
Quotient of charge Q and volume V, as shown in the formula:
Farby i lakiery – powłoki elektroosadzane – Część 1: Glossary Diagram 2
Notatka 1: The volume charge density is expressed in coulombs per cubic meter (C/m 3).
Article Note 2:1 C/m 3 = 1 A⋅s/m 3.
3.2 Deposition voltage u
The voltage is adjusted on the corresponding device to deposit an electrodeposited coating material (3.9) by an anode or cathode method, having a film thickness specified for the coating material
Notatka 1: The deposition voltage is measured in volts (V).
3.3 Deposition time
The time required to obtain the desired film thickness
3.4 Anode electrodeposition coating process
Anodic electrophoresis process
A variant of an electrodeposited coating in which the coated components are connected as an anode and the reverse electrode is connected as a cathode
3.5 Pigment content, determined by ashing
Mass fraction of residue after ashing of the product under specified conditions
Notatka 1: It includes inorganic pigments, wypełniacze, and other solid components of the product that do not evaporate under test conditions, but their state may change.
3.6 Baking Process
The final drying and chemical crosslinking process of the applied paint film is initiated by heating
ISO 22553-1- Farby i lakiery, powłoki elektroosadzane – Część 1: Słownictwo
3.7 Straty w pieczeniu
Volatiles released under standard baking conditions
Notatka 1: Baking loss includes reaction loss.
3.8 Entry Tags
Visible defects that occur during the immersion of the panel under voltage, usually in the form of streaks parallel to the bath surface on the object to be painted
Przykład:
Hash marks (patrz rysunek 5), dziurki (patrz rysunek 4), mappings (patrz rysunek 3).
3.9 Powłoki elektroosadzane
Electronic coating
Waterborne coatings for electrophoretic coating
3.10 Deposition time
The time that voltage is applied between anode and cathode during the coating process
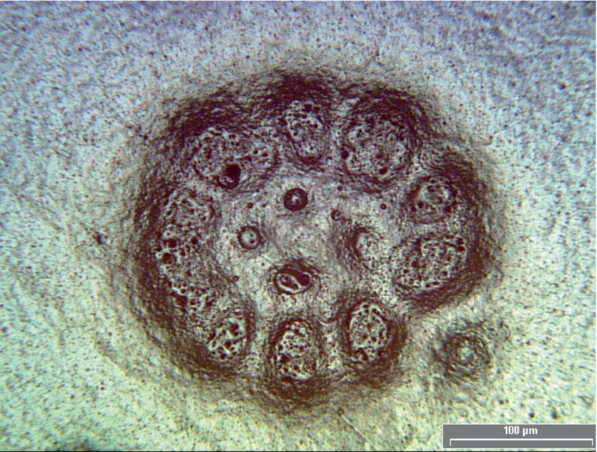
3.11 Flores
Flower-shaped craters, formed by a combination of single craters
Notatka wpisowa 1: Patrz rysunek 2 for an example.
Postać 2 – Flores’ example
ISO 22553-1- Farby i lakiery, powłoki elektroosadzane – Część 1: Słownictwo
3.12 Zabezpieczenie krawędzi
The ability to protect edges from corrosion
Article Note 1: Edges may be produced by drilling, punching, and cutting.
3.13 Edge corrosion
Corrosion due to inadequate edge protection (3.12)
Article Note 1: Edges may be produced by drilling, punching, and cutting.
3.14 Cathode electrodeposition coating process
Cathodic electrophoresis
A variant of an electrodeposited coating in which the coated parts are connected as a cathode and the reverse electrode is connected as an anode
ISO 22553-1- Farby i lakiery, powłoki elektroosadzane – Część 1: Słownictwo
3.15 Bacteria count
Colony count
The number of colony forming units (CFU) to form a macroscopically countable colony
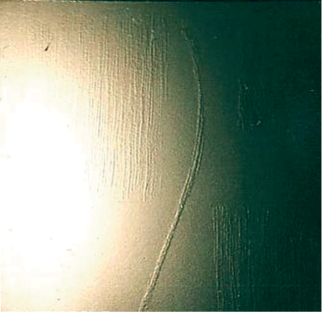
3.16 Mapping
Local differences in film thickness in electrodeposited films
Notatka wpisowa 1: Patrz rysunek 3 for an example.
Postać 3 – Mapping example
ISO 22553-1- Farby i lakiery, powłoki elektroosadzane – Część 1: Słownictwo
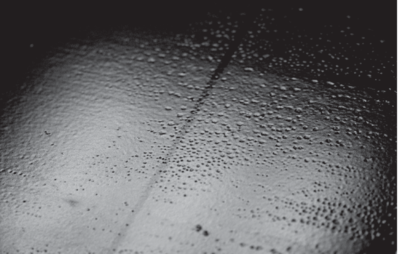
3.17 Pinholes
The holes in the coating extend all the way to the substrate
Article Note 1: Pinholes are often mixed with craters.
Notatka wpisowa 2: Patrz rysunek 4 for an example.
Postać 4 – pinhole example

3.18 Hash tag
Hydrogen attached during the process causes characteristic depressions in the electrodeposited coating
Pozycja Uwaga 1: One characteristic of the pound sign is the direction of the horizontal line. W szczególności, hash marks appear when the specimen is heavily impregnated.
Notatka wpisowa 2: Patrz rysunek 5 for an example. A distinct hash mark can be detected on the right side that has been moistened with softening water. On the left side of the department, there are significantly fewer hash marks.
ISO 22553-1- Farby i lakiery, powłoki elektroosadzane – Część 1: Słownictwo
3.19 Stabilność
Electrodeposited coatings are often exposed to the aging process, especially during extended downtime (holidays, downtime, itp.), Jak na przykład:
– evaporation of water, solvents and neutralizers;
– Chemical changes in adhesives caused by air;
— bring in bacteria;
– Other reactions of the adhesive
3.20 Effort
The ability of the electrodeposited coating to penetrate the box section
3.21 Workpieces
Objects coated with material
ISO 22553-1- Farby i lakiery, powłoki elektroosadzane – Część 1: Słownictwo
Przykład:
Pipes, grzejniki, pojazdy, steel test plates, magnesium and aluminum alloys, pre-treated plastics.
3.22 Rupture voltage
Electrodeposition coatings deposit a potential that is no longer controllable, Na przykład, a significant change in film thickness, gas formation, or heat generation
Notatka 1: The rupture voltage can only be determined experimentally by the voltage series.
Tylko standardowa sekcja informacyjna jest publiczna. Aby zobaczyć pełną treść, musisz kupić standard za pośrednictwem oficjalnych kanałów.