
ИСО 7587-1986 Металлическая крышка из жести _ Гальваника из алюминиевого сплава
1 ScopeThis STANDARD specifies the technical requirements and test methods for electroplating of Tin-lead alloys with tin content ranging from 50% к 70%(соотношение масс) (видеть 10.3).
This STANDARD APPLIES to tin – lead alloy electroplating for preventing corrosion and improving welding performance on electronic and electrical products and other metal products.
This standard is also applicable to tin-lead alloy coatings of other compositions, but it should be noted that the properties of these coatings may differ from those of tin-lead alloy coatings in the above alloy composition range.
The classification method in this standard clearly indicates the category of the base metal and the composition of the coating with a certain tin content range, as well as the provisions of the hot melt layer and bright deposition layer.
ИСО 7587-1986 Металлическая крышка из жести _ Гальваника из алюминиевого сплава
This standard does not apply to:
а) покрытие из сплава олова и свинца на резьбовых деталях;
б) покрытие из сплава олова и свинца на подшипниках;
Tin-lead alloy coating on unworked sheets, strips or wires or on parts formed from them;
д) Покрытие из сплава олова и свинца на стали с пределом прочности более 1000 МПа.(или соответствующая твердость), as such steel is prone to hydrogen embrittleness after electroplating (видеть 8.2).
2 Справочные стандарты
Следующие стандарты содержат положения, которые, по ссылке в настоящем стандарте, constitute provisions of this Standard. At the time of publication of this standard, all versions shown are valid. Все стандарты подлежат пересмотру, и стороны, использующие этот стандарт, должны изучить возможность использования новых версий следующих стандартов..
Basic environmental test procedures for electronic and electrical products Test T: Soldering test method (экв.]EC68-2-20:1979)
Metal coating coating thickness measurement Anode dissolved Coulomb method (idtIs02177:1985)
Test method for adhesion strength of Metal coatings (электроосажденные и химически осажденные) on metal substrates (eqvIS02819:1980)
Light industrial products-test method for thickness of metal coatings and chemically treated coatings — β-ray backscattering method (idtIS03543:1981)
Methods for microscopic measurement of cross-sectional thickness of metal and oxide coatings (eqvIS01463:1982)
ИСО 7587-1986 Металлическая крышка из жести _ Гальваника из алюминиевого сплава
Sulfur dioxide corrosion test for metals and other non-organic covers under normal condensation conditions (eqvIS06988:1985)
Испытание на коррозию в искусственной атмосфере Испытание в солевом тумане (eqvIS09227:1990)
Methods for chemical analysis of tin-lead solder – Determination of tin content by iodate assay
Definitions and general rules for thickness measurement of metal and other inorganic coatings (эквИС020 “:1990)
Procedures for Sampling inspection of electrodeposited metal covers and related finishing counts (eqvIs04519:1980)
Metal cover thickness measurement X-ray spectrometry (eqvIS03497:1990)
ИСО 7587-1986 Металлическая крышка из жести _ Гальваника из алюминиевого сплава
3 Определения
В настоящем стандарте используются следующие определения..
3.1 Main surface significantsurface
Some surface on the workpiece that has been or is to be plated, on which the coating is important to the appearance and/or performance of the workpiece and shall meet all the requirements specified in the standard.
3.2 Basic measurement surface refe beginning ncearea
An area of the main surface in which a specified number of single measurements are required.
3.3 Горячий расплав плавления плавлением
A process USED by molten plating TO improve surface QUALITY to obtain desired properties such as brightness or brazing properties (см. D4 в Приложении D.(A SUGGESTED APPENDIX)).
Information TO BE PROVIDED BY THE DEMANDER TO THE ELECTROPLATING MANUFACTURER
4.1 Необходимая информация
Заявитель должен предоставить производителю гальванического оборудования следующую информацию::
а) This national standard No.
б) properties of the matrix metal (см. главу 5);
с) Condition number (видеть 7.1) или классификационный номер покрытия (видеть 7.2) и требования к составу сплава (видеть 10.3); д) Нужно ли тестировать состав покрытия (видеть 10.3);
д) Specify the main surface of the workpiece to be plated, if marked with drawings or provided with suitably marked samples;
ж) Требования к отбору проб и проверке (см. главу 6);
г) Unavoidable joint corner traces and other acceptable coating defects on the workpiece (видеть 10.1);
час) the bonding strength test method used (видеть 10.4);
я) Специальная обработка после нанесения покрытия (см. D3.1 в Приложении D.).
ИСО 7587-1986 Металлическая крышка из жести _ Гальваника из алюминиевого сплава
4.2 Дополнительная информация
The Demander may also request the following supplementary information:
а) требования к термической обработке (см. главу 8);
б) Требования к испытаниям на пористость (видеть 10.5);
Требования к испытаниям на пайку, методы испытаний и условия использования (видеть 10.6);
д) Special requirements for bottom coatings (см. главу 9);
) samples indicating the appearance requirements of the coating (см. 10.л);
ж) special pretreatment requirements;
г) Special packaging requirements for self-plated parts.
Примечание: THE Demander shall provide THE contents specified in 4.1 и, если необходимо, 4.2. It is not sufficient to provide the number of this Standard without these contents.
ИСО 7587-1986 Металлическая крышка из жести _ Гальваника из алюминиевого сплава
5 Матрица
This standard does not require the surface state, внешний вид или шероховатость поверхности подложки перед нанесением покрытия (см. D2.1 в Приложении D.). But because the substrate surface quality is too poor to make the coating can not meet the appearance and/or performance requirements, не может считаться гальванопокрытием, качество производства не соответствует требованиям.
6 Взять образцы
When it is necessary to check whether the tIN-lead coating meets the requirements specified in Chapter 10 этого стандарта, отбор проб должен осуществляться в соответствии с методом отбора проб, указанным в GB/T12,609., and the acceptance level shall be agreed between the supply and demand parties.
7 Классификация
7.1 Использовать номер условия
According to the following conditions of use environment and use condition number to indicate the severity of use conditions:
4 Particularly harsh as used outdoors under harsh corrosive conditions (см. D1 в Приложении D);
3 Harsh as typical outdoor temperature conditions;
2 Medium as used for indoor slightly condensation conditions;
Mild AS USED in indoor dry atmosphere conditions, where welding performance is the main requirement. примечание
1 Видеть 10.2, where guidelines on the relationship between the use of condition numbers and minimum thickness are given.
When THE use condition number or data layer classification number is specified, attention should be paid to the tin _ lead alloy in the ring with abrasives or in some organic volatile vapors
Easily damaged in the environment (см. Приложение D).
ИСО 7587-1986 Металлическая крышка из жести _ Гальваника из алюминиевого сплава
7.2 Классификационный номер покрытия
The coating grade number is composed of four parts, among which the first two parts shall be separated by a short slash line. такие как fbcd
Где :a представляет собой химический символ матричного металла. (или основной компонент в матрице сплава);
b represents the chemical symbol of the bottom coating metal (or the main component of the alloy bottom coating), and then the minimum thickness of the bottom coating is represented by a number, в мкм, which can be omitted if there is no bottom coating (см. 4.2d));
Один представляет состав покрытия, the method is the chemical symbol sn and then represents the mass percentage of tin in the coating, and then a short horizontal line and chemical symbol pb, and then the minimum thickness of tin _ lead coating, unit µm;
д 1 представляет собой окончательное состояние поверхности покрытия, symbol m is no light coating,b is bright coating,f is hot melt coating.
Например :Fe/Ni5Sn60-Pb10f the classification number indicates that the base metal is iron and steel, нижнее покрытие – никелевое покрытие толщиной не менее 5 мкм., the nominal tin content of tin _ lead coating is 60%(соотношение масс), толщиной не менее 10 мкм, and has been hot melt treated.
Heat TREATMENT OF steel
8.1 Снятие стресса перед обшивкой
The deep cold deformation work hardened steel parts should be heat-treated at 190~220℃ for 1h before electroplating. Чтобы снять стресс.
После цементации, flame quenching or high frequency induction quenching and subsequent grinding of some steel, с вышеуказанными условиями повредит его производительность, можно заменить более низкой температурой для устранения стресса, например, 130~150℃, the treatment time is not less than 5h.
8.2 Elimination of hydrogen embritculation after plating
Поскольку диффузия водорода через оловянно-свинцовое покрытие происходит очень медленно., и покрытие будет плавиться при температуре, необходимой для удаления водорода., the heat treatment to eliminate hydrogen embrittlement is not announced after electroplating.
ИСО 7587-1986 Металлическая крышка из жести _ Гальваника из алюминиевого сплава
Требования к нижнему покрытию
По любой из следующих причин, it is necessary to electroplate the bottom coating for some matrix materials:
а) Prevention of diffusion (см. D2.2 и D2.3 в Приложении D.);
б) Поддержание производительности сварки (см. D2.2, D2.3 и D2.4 в Приложении D.);
с) Guarantee bond strength (см. D2.4 и D2.5 в Приложении D.);
д) Improve and f erodibility.
When choosing the bottom coating or the bottom coating system, it should be noted that it should not bring bad performance, например, водородная охрупчиваемость основного материала или деталей с покрытием, и следует избегать использования никеля с высокими нагрузками..
If the substrate material is a zinc-containing copper alloy and weldability is required, в дополнение к указанной толщине покрытия из сплава олово-свинец (видеть 10.2), a nickel or copper substrate of a minimum local thickness of 2.5µm is required to maintain good appearance and bond strength (см. D2.3 в Приложении D.).
ИСО 7587-1986 Металлическая крышка из жести _ Гальваника из алюминиевого сплава
If a bottom coating is specified, его производительность (см. Приложение D) и минимальная локальная толщина (видеть 10.2) определяется Заявителем.
The thickness of a single or multiple substrate coating shall be measured using the appropriate method specified in Appendix B(Appendix to the standard).
10 Требования к покрытию
10.1 Появление
При визуальном осмотре, there should be no visible defects on the main surface of the plated parts, such as foaming, дырочки, шероховатость, cracks or local no coating, and there should be no stains or discoloration.
The Demander shall specify acceptable and unavoidable parts of joint corners and allowable defects on non-primary surfaces.
After electroplating, поверхность заготовки должна быть чистой, без ущерба, униформа, нет узелков, and there should be no non-hole wet zone at the melting place. Сетчатый узор, который может появиться на поверхности, нельзя считать некачественным..
Если необходимо, samples indicating the appearance requirements of the coating shall be provided or approved by the demander.
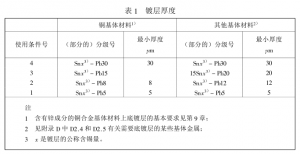
10.2 Толщина
The TIN-LEAD COATINGS ARE CLASSIFIED BY THICKNESS AND THE MINIMUM thickness value FOR EACH CONDITION NUMBER (SEE 7.1) IS SPECIFIED in Table 1 (SEE D3.2 in Appendix D).
ИСО 7587-1986 Металлическая крышка из жести _ Гальваника из алюминиевого сплава
Measure the thickness of any part that can be reached by the Angle of a 20mm diameter ball in the basic measurement plane on the main surface using the appropriate method given in Appendix B. Минимальная толщина покрытия должна соответствовать требованиям, указанным в табл. 1. In the case that the main surface area of the workpiece is equal to or greater than 100mm2, the minimum thickness in the table shall be regarded as the local thickness minimum. In the case that the main surface area of the workpiece is less than 100mm2, the minimum thickness in the table should be regarded as the minimum average thickness.
For printed circuit boards with plated through-holes, Требования к минимальной толщине покрытия применяются не только к любому месту на основной поверхности, которого можно достичь с помощью шарика диаметром 20 мм., but also to the surface inside the through-holes (see B0.2.6 in Appendix B).
Требования к толщине термоплавких покрытий применимы только к покрытиям в состоянии предварительного термоплавкого покрытия. (см. D3.2, D4 и Приложение B в Приложении D.).
Когда измерение толщины является спорным, the arbitration method specified in B0.2 of Appendix B shall be adopted.
10.3 Ингредиенты
This standard is based on coatings with tin content in the range of 50% к 70%(соотношение масс).
The nominal tin content should be indicated in the grading number and the composition tolerance should also be indicated in the information provided to the plating party (смотрите примечание).
The ANALYTICAL METHOD for TIN – lead coatings is given in Appendix A(STANDARD appendix) and should be used in case of dispute.
Примечание: Приложение D содержит рекомендации по применению других составляющих сплавов..
10.4 Прочность сцепления
If the Demander prescribes a test for bonding strength, the test shall be carried out by one of the methods described in Appendix c(СТАНДАРТНОЕ Приложение) without any indication of detachment of the coating from the substrate.
ИСО 7587-1986 Металлическая крышка из жести _ Гальваника из алюминиевого сплава
10.5 Пористость
If the Buyer specifies porosity measurement, the coating with a minimum thickness of 10µm or more shall be subjected to one of the following tests, with the number of test cycles to be agreed upon by the supplier and the demand:
а) Железная матрица была протестирована в соответствии с GB/T10125.;
б) Нежелезная матрица была протестирована в соответствии с GB/T9789..
В обоих случаях, there should be no evidence of substrate corrosion when the test coating is viewed with a 3X magnification (см. D1 в Приложении D).
10.6 Welding Performance (см. D2 в Приложении D.)
10.6.1 General Materials and Parts
If the Demander specifies welding performance testing, the welding performance testing shall be carried out with inactive flux according to Method 1 теста Ta в GB/T2423.28-1982.
If there is a requirement for accelerated aging prior to the test, the aging procedure shall be specified by the purchaser.
ИСО 7587-1986 Металлическая крышка из жести _ Гальваника из алюминиевого сплава
10.6.2 Printed circuit board
If the Demander specifies welding performance testing, the printed circuit board coatings conforming to this standard shall be tested for welding performance according to the Tc test in GB/T2423.28-1982.
If there is a requirement for accelerated aging prior to the test, the aging procedure shall be specified by the purchaser.