
ISO 22553-1- Elektrobirikimli kaplamaları boyar ve cilalar – Parça 1: Kelime bilgisi
giriiş
ISO (Uluslararası Standardizasyon Örgütü) ulusal standart kuruluşlarından oluşan küresel bir federasyondur (ISO üyesi kuruluşlar). Uluslararası standartların geliştirilmesi genellikle ISO teknik komiteleri aracılığıyla yürütülür.. Teknik komite oluşturulmuş bir konu ile ilgilenen her üye grubunun Komitede temsil edilme hakkı vardır.. Uluslararası organizasyonlar, ISO ile temas halinde olan hükümetler ve sivil toplum kuruluşları da bu çalışmaya dahil oluyor. ISO, Uluslararası Elektroteknik Komisyonu ile yakın işbirliği içinde çalışır. (IEC) elektriksel standardizasyonla ilgili tüm konularda.
Parça 1 ISO/IEC Direktifi, bu belgeyi geliştirmek ve daha ileri bakım için kullanılan prosedürleri açıklamaktadır.. Özellikle, Farklı türdeki ISO belgeleri için gerekli olan farklı onay kriterlerine dikkat edilmelidir.. Bu belge, ISO/IEC Direktifi Bölümünün yazım kurallarına uygun olarak hazırlanmıştır. 2 (iso.org/direktiflere bakın).
Lütfen bu belgedeki bazı öğelerin patent haklarına konu olabileceğini unutmayın.. ISO bu tür patentlerin herhangi birinin veya tamamının tanımlanmasından sorumlu değildir.. Details of any patent rights identified during the development of the document will be found in the introduction and/or list of ISO Patent declarations received (iso.org/patents'e bakın).
Any trade names used in this document are provided as information for the convenience of the user and do not constitute an endorsement.
ISO 22553-1- Elektrobirikimli kaplamaları boyar ve cilalar – Parça 1: Kelime bilgisi
Voluntary interpretation, ilgili standartlar ve uygunluk değerlendirmesi ile ilgili ISO'ya özgü terminoloji ve ticaretin önündeki teknik engellerde ISO'nun anlamını ve ISO'nun anlamını ifade eder (TBT) adhere to the principle of the world trade organization (WTO) information, please see the iso.org/iso/foreword.html.
This document was prepared by Technical Committee ISO/TC 35, Boyalar ve Vernikler, Alt Komite SC 9, Common Test Methods for paints and varnishes.
ISO'daki tüm parçaların listesi 22553 serisi ISO web sitesinde bulunabilir.
Any feedback or questions on this document should be referred to the user’s national standards body. A complete list of these institutions can be found at iso.org/members.html.
tanıtmak
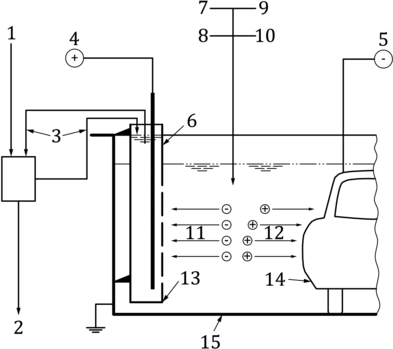
In the electrodeposition coating process, the non-volatile substances in the water-dilutive electrodeposition coating are deposited on the workpiece by the electrophoretic process. Bu süreç sırasında, the internal and external areas of the workpiece, including all cavities, are touched. Cathode deposition or anode deposition is distinguished according to whether the workpiece is used as cathode or anode. The cathodic electrodeposition coating process is commonly used (see Figure 1).
Figür 1 – Example of the deposition process during cathodic electrodeposition coating
ISO 22553-1- Elektrobirikimli kaplamaları boyar ve cilalar – Parça 1: Kelime bilgisi
Key
| 1个 | Softening water | 9 | solvent |
| 2个 | Wastewater treatment | 10 | Softened water |
| 3个 | Anodic fluid cycle | 11 | acid |
| 4个 | Anode | 12 | Electrodeposition coating |
| 5个 | Cathode | 13 | Ion selective membrane |
| 6个 | Anode box | 14 | vücut |
| 7 | Binder | 15 | Cathodic electrophoresis cell |
| 8个 | pigment |
Through the combination of adhesives, pigments and deposition processes, hardening creates a very corrosion-resistant coating on the workpiece, which contributes significantly to corrosion protection in both internal and external areas.
The electrical properties of the material are also important for the electrical energy consumption (bulk charge density) of the process.
Since the electrophoretic paint is jointly responsible for the overall appearance of the coating system, it is often emphasized that the coating works well and has no visible defects.
Öyleyse, for extensive corrosion protection and sealing of the workpiece, additional joint sealing materials, adhesives or foams are recommended.
Inside the electrophoresis tank, bacterial contamination may be present due to the material being dragged in and the physical conditions (sıcaklık, water-based media, carbon sources, vesaire.).
This document specifies the terms and definitions of electrodeposited coatings. The subsequent part of the ISO 22553 series specifies methods of characterization and testing of electrodeposited coatings. An overview of the test methods is given in Annex A.
ISO 22553-1- Elektrobirikimli kaplamaları boyar ve cilalar – Parça 1: Kelime bilgisi
1 Uygulama kapsamı
This document defines the terms for electrodeposited coatings.
It is suitable for electrodeposition coatings in the automotive industry and other general industrial applications, such as chiller, consumer goods, radiators, havacılık, tarım.
2 Normatif referans belgeleri
There are no normative references in this document.
3 Terimler ve tanımlar
3.1 Volume charge density ρ
Quotient of charge Q and volume V, as shown in the formula:
Boyalar ve vernikler – elektro-birikimli kaplamalar – Parça 1: Glossary Diagram 2
Not 1: The volume charge density is expressed in coulombs per cubic meter (C/m 3).
Makale Notu 2:1 C/m 3 = 1 A⋅s/m 3.
3.2 Deposition voltage u
The voltage is adjusted on the corresponding device to deposit an electrodeposited coating material (3.9) by an anode or cathode method, having a film thickness specified for the coating material
Not 1: The deposition voltage is measured in volts (V).
3.3 Deposition time
The time required to obtain the desired film thickness
3.4 Anode electrodeposition coating process
Anodic electrophoresis process
A variant of an electrodeposited coating in which the coated components are connected as an anode and the reverse electrode is connected as a cathode
3.5 Pigment content, determined by ashing
Mass fraction of residue after ashing of the product under specified conditions
Not 1: It includes inorganic pigments, dolgu maddeleri, and other solid components of the product that do not evaporate under test conditions, but their state may change.
3.6 Baking Process
The final drying and chemical crosslinking process of the applied paint film is initiated by heating
ISO 22553-1- Elektrobirikimli kaplamaları boyar ve cilalar – Parça 1: Kelime bilgisi
3.7 Pişirme kaybı
Volatiles released under standard baking conditions
Not 1: Baking loss includes reaction loss.
3.8 Entry Tags
Visible defects that occur during the immersion of the panel under voltage, usually in the form of streaks parallel to the bath surface on the object to be painted
Örnek:
Hash marks (see Figure 5), iğne delikleri (see Figure 4), mappings (see Figure 3).
3.9 Elektro-birikimli kaplamalar
Electronic coating
Waterborne coatings for electrophoretic coating
3.10 Deposition time
The time that voltage is applied between anode and cathode during the coating process
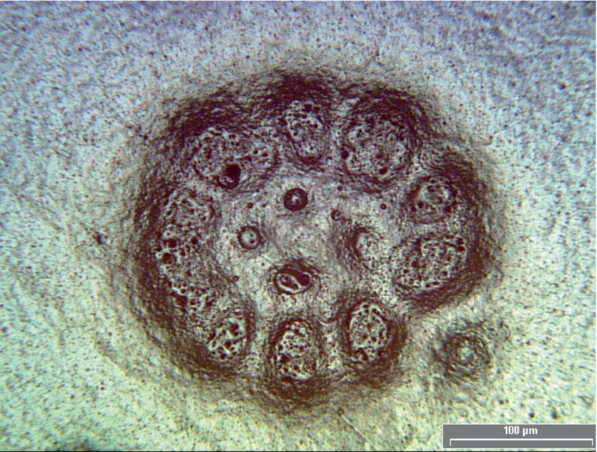
3.11 Flores
Flower-shaped craters, formed by a combination of single craters
Giriş Notu 1: See Figure 2 for an example.
Figür 2 – Flores’ example
ISO 22553-1- Elektrobirikimli kaplamaları boyar ve cilalar – Parça 1: Kelime bilgisi
3.12 Kenar koruması
The ability to protect edges from corrosion
Makale Notu 1: Edges may be produced by drilling, delme, and cutting.
3.13 Edge corrosion
Corrosion due to inadequate edge protection (3.12)
Makale Notu 1: Edges may be produced by drilling, delme, and cutting.
3.14 Cathode electrodeposition coating process
Cathodic electrophoresis
A variant of an electrodeposited coating in which the coated parts are connected as a cathode and the reverse electrode is connected as an anode
ISO 22553-1- Elektrobirikimli kaplamaları boyar ve cilalar – Parça 1: Kelime bilgisi
3.15 Bacteria count
Colony count
The number of colony forming units (CFU) to form a macroscopically countable colony
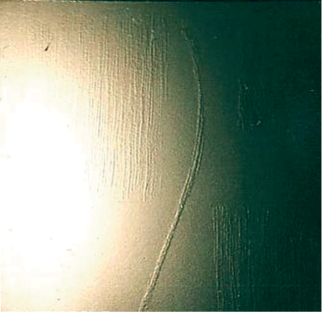
3.16 Mapping
Local differences in film thickness in electrodeposited films
Giriş Notu 1: See Figure 3 for an example.
Figür 3 – Mapping example
ISO 22553-1- Elektrobirikimli kaplamaları boyar ve cilalar – Parça 1: Kelime bilgisi
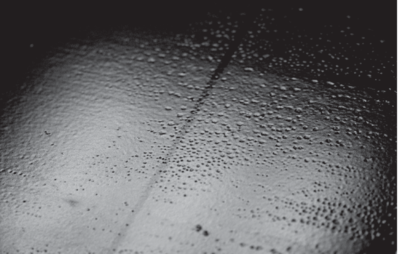
3.17 Pinholes
The holes in the coating extend all the way to the substrate
Makale Notu 1: Pinholes are often mixed with craters.
Giriş Notu 2: See Figure 4 for an example.
Figür 4 – pinhole example

3.18 Hash tag
Hydrogen attached during the process causes characteristic depressions in the electrodeposited coating
Ürün Notu 1: One characteristic of the pound sign is the direction of the horizontal line. Özellikle, hash marks appear when the specimen is heavily impregnated.
Giriş Notu 2: See Figure 5 for an example. A distinct hash mark can be detected on the right side that has been moistened with softening water. On the left side of the department, there are significantly fewer hash marks.
ISO 22553-1- Elektrobirikimli kaplamaları boyar ve cilalar – Parça 1: Kelime bilgisi
3.19 istikrar
Electrodeposited coatings are often exposed to the aging process, especially during extended downtime (holidays, downtime, vesaire.), örneğin:
– evaporation of water, solvents and neutralizers;
– Chemical changes in adhesives caused by air;
— bring in bacteria;
– Other reactions of the adhesive
3.20 Effort
The ability of the electrodeposited coating to penetrate the box section
3.21 Workpieces
Objects coated with material
ISO 22553-1- Elektrobirikimli kaplamaları boyar ve cilalar – Parça 1: Kelime bilgisi
Örnek:
Pipes, radiators, vehicles, steel test plates, magnesium and aluminum alloys, pre-treated plastics.
3.22 Rupture voltage
Electrodeposition coatings deposit a potential that is no longer controllable, Örneğin, a significant change in film thickness, gas formation, or heat generation
Not 1: The rupture voltage can only be determined experimentally by the voltage series.
Yalnızca standart bilgi bölümü herkese açıktır. İçeriğin tamamını görmek için, standardı resmi kanallardan satın almanız gerekiyor.